金属熱処理 Q&A
機械構造用炭素鋼(S45Cなど) / 硬さ / 調質に関するお問い合わせ
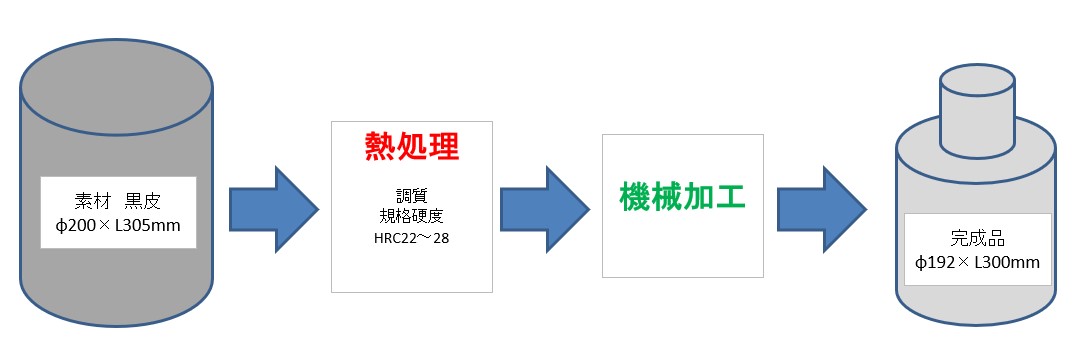
S45C材を素材時に調質(HRC22~28指定)し、機械加工したところ、実際に仕上がった製品の硬さが低いことがわかりました。なぜですか?

S45Cを調質した場合、その硬さは『品物の表面』どこを計測しても一定になるということは通常ありえません。
また『品物の内部』の硬さは『品物の表面』の硬さよりは低くなるのが普通です。
よって素材黒皮時に調質した時は、『品物の表面』では規格硬さを満たしていたが
機械加工後には調質時の『品物の内部』が表面に現れ、そこの場所の硬さを計測したら硬さが低かったのではと推測できます。
このようなトラブルを避けるための方法として
①素材を粗削りしてから調質する方法
【長所】 粗削りしているので硬さの差が少なくなる
【短所】納期面で時間がかかる。1個の製品につき2度工作機にセットしなければならない。
②硬さの差が出ることを事前にエンドユーザー様に伝えておく
【長所】 素材⇒調質⇒機械加工とプロセスがシンプルになる
【短所】 本当に理解していただかないと、後でトラブルになる可能性がある(議事録などで打合せの記録が残っていたとしてもトラブルの原因が硬さになるとやっかいな問題になってしまう)
③製品の内部から試験片を採取して引張試験を行う
【長所】明確な基準を決めれば間違いない
【短所】コスト、納期。その引張試験の基準が厳しければ質量効果により仕様を満たせない可能性がある
④材質を変更する
【長所】焼入れ性が良いものに変更すると内部外部の硬さの差が少なくなる。
【短所】材料のコストアップ、図面変更するには多くの労力を有する
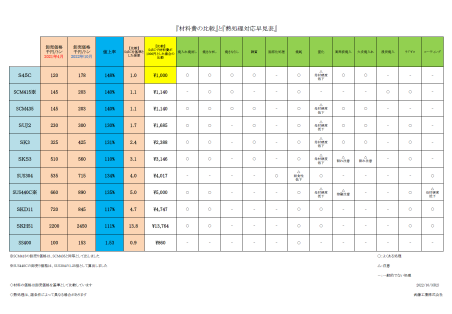
材質変更の時の参考資料に
『材料費の比較』と『熱処理対応』早見表をダウンロード
当サイトは、金属熱処理專門の武藤工業株式会社(神奈川・静岡・岩手)が運営しています。熱処理技能士が相談にお応えします。
「熱処理研究室」は、金属熱処理専門の武藤工業株式会社が運営しています。各種熱処理、熱処理を含む小ロットの加工案件などご相談ください。
お問い合わせ・お見積りはこちらから。
営業エリア:神奈川、静岡、岩手、東京、埼玉、山梨、青森、秋田、宮城、山形、福島など
サイト内検索